
はじめに
製造業の現場では、設備の突発停止が生産計画、納期、品質、コストに大きな影響を与えます。
特に、モーター、ポンプ、ファン、コンプレッサー、搬送装置、加工機などの重要設備では、故障が発生してから対応するだけでは、生産停止時間や緊急対応コストが大きくなりがちです。
そこで注目されているのが、予兆保全です。
予兆保全とは、設備の振動、温度、電流、圧力、音、稼働状態などのデータを活用し、故障につながる可能性のある状態変化を早めに捉える取り組みです。
ただし、予兆保全は「AIを導入すれば故障を完全に予測できる」というものではありません。
実際には、設備の構造、故障モード、運転条件、保全履歴、現場担当者の知見を踏まえながら、データから異常の候補を見つけ、保全判断に使える形へ整えていくことが重要です。
本記事では、製造業の設備保全部門向けに、予兆保全の基本、必要なデータ、PoCの進め方、Pythonによる簡単な異常検知の考え方を解説します。
製造業で予兆保全が注目される背景
製造業で予兆保全が注目される背景には、主に以下のような課題があります。
| 課題 | 内容 |
|---|---|
| 突発停止のリスク | 設備故障により、生産ラインが急に止まる |
| 保全人材の不足 | 熟練担当者の経験に依存している |
| 設備の老朽化 | 長期間使用している設備で故障リスクが高まる |
| 点検コストの増加 | 定期点検や部品交換の負担が大きい |
| データ活用の遅れ | センサーデータはあるが、保全判断に活かせていない |
これまでの設備保全では、定期的な点検や部品交換によって故障を防ぐ方法が一般的でした。
しかし、設備の状態に関係なく一定周期で部品交換を行うと、まだ使える部品を早めに交換してしまうことがあります。一方で、点検周期の間に異常が進行すれば、突発故障を防げない場合もあります。
そこで、センサーデータや点検記録を活用し、設備の状態変化を早めに捉える考え方が重要になります。
事後保全・予防保全・予知保全・予兆保全の違い
予兆保全を理解するためには、まず設備保全の考え方を整理しておく必要があります。
| 保全方式 | 考え方 | メリット | 注意点 |
|---|---|---|---|
| 事後保全 | 故障してから修理する | 初期コストは低い | 突発停止の影響が大きい |
| 予防保全 | 時間や稼働回数で点検・交換する | 計画的に保全できる | 過剰交換や見逃しが起きる場合がある |
| 予知保全 | データから故障時期を予測する | 保全タイミングを最適化しやすい | 故障データや高品質なデータが必要になりやすい |
| 予兆保全 | 故障につながる状態変化を早めに捉える | 小さな異常から保全判断につなげられる | 設備ごとの判断設計が必要 |
予兆保全では、必ずしも「故障日を正確に当てる」ことを最初の目標にする必要はありません。
まずは、以下のような問いに答えるところから始めるのが現実的です。
- 普段と違う振動や温度の変化は起きていないか
- 運転条件が同じなのに、電流値だけが変化していないか
- 過去の故障前に似たような変化がなかったか
- 異常候補を点検タイミングの判断に使えないか
つまり、予兆保全は、設備の状態をデータで見える化し、保全判断を支援するための取り組みです。
予兆保全で活用される主なデータ
予兆保全では、設備の種類や故障モードに応じて、さまざまなデータを活用します。
代表的なデータは以下の通りです。
| データ種別 | 例 | 見たい変化 |
|---|---|---|
| 振動データ | 加速度、振動速度、周波数成分 | 軸受異常、アンバランス、緩み |
| 温度データ | モーター温度、軸受温度、周辺温度 | 摩擦増加、冷却不良、過負荷 |
| 電流・電圧データ | モーター電流、電力 | 負荷変動、異常運転、効率低下 |
| 圧力・流量データ | ポンプ圧、配管流量 | 詰まり、漏れ、性能低下 |
| 音データ | 異音、周波数変化 | 摩耗、接触、異常振動 |
| 点検記録 | 点検結果、交換履歴、作業メモ | 異常傾向と現場判断の対応 |
| 運転条件 | 稼働時間、負荷、生産品目、回転数 | 条件差によるデータ変動 |
ここで重要なのは、単にデータを集めることではありません。
同じ温度上昇でも、負荷が高い運転中であれば自然な変化かもしれません。一方で、通常負荷にもかかわらず温度や振動が継続的に上がっている場合は、設備状態の変化を疑うべきかもしれません。
そのため、予兆保全では、センサーデータだけでなく、運転条件や現場の知見と組み合わせて見ることが重要です。
予兆保全を始める前に整理すべきこと
予兆保全を始める際に、いきなり高度なAIモデルや大規模なシステムを検討する必要はありません。
まずは、以下の項目を整理することが大切です。
対象設備を絞る
最初から工場全体を対象にすると、データ収集や分析設計が複雑になります。
まずは、以下のような設備を優先するとよいでしょう。
- 止まると生産影響が大きい設備
- 故障頻度が比較的高い設備
- 保全コストが大きい設備
- すでにセンサーデータや点検記録がある設備
- 現場担当者が異常の兆候をある程度把握している設備
故障モードを整理する
設備がどのように故障するのかを整理します。
例えば、ポンプであれば以下のような故障モードが考えられます。
- 軸受の摩耗
- シール部の劣化
- 異物混入
- 配管詰まり
- モーター過負荷
- 冷却不良
故障モードを整理することで、どのセンサーデータを見るべきかが明確になります。
異常の定義を決める
予兆保全では、「何を異常とみなすか」を決める必要があります。
例えば、以下のような定義が考えられます。
- 通常時の範囲を大きく外れた値
- 一定期間、温度や振動が上昇し続けている状態
- 同じ運転条件の過去データと比べて大きく異なる状態
- 保全担当者が点検すべきと判断する変化
異常の定義が曖昧なままだと、データ分析をしても現場で使える判断につながりにくくなります。
Pythonで試す簡単な異常検知の考え方
ここからは、Pythonを使って簡単な異常検知の考え方を見ていきます。
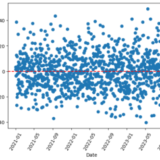
今回は、製造設備の温度データを想定します。
以下の例では、通常時は一定範囲で変動し、後半で少しずつ温度が上昇する疑似データを作成します。そのうえで、移動平均と移動標準偏差を用いて、通常範囲から外れた値を異常候補として抽出します。
なお、このコードはあくまで考え方を説明するための簡易例です。実際の設備に適用する場合は、設備構造、運転条件、故障モード、保全履歴を踏まえた調整が必要です。
このコードでは、温度データの変化を見ながら、通常のばらつきから外れた点を異常候補として抽出しています。
ただし、実務では、単純なしきい値だけでは不十分な場合も多くあります。
例えば、以下のような点を考慮する必要があります。
- 設備の負荷が高いときだけ温度が上がっているのか
- 周辺環境の温度上昇による影響ではないか
- 生産品目や運転条件が変わっていないか
- 点検記録や過去の故障履歴と対応しているか
- 異常候補が出たときに、現場でどのように確認するか
つまり、異常検知の結果は「故障確定」ではなく、点検や確認を行うべき候補として扱うことが重要です。
予兆保全PoCで確認すべきポイント
予兆保全を本格導入する前に、小規模なPoCを行うことは有効です。
ただし、PoCでは「モデルの精度」だけを見るのではなく、現場運用に使えるかどうかを確認する必要があります。
| 観点 | 確認内容 |
|---|---|
| データ取得 | 必要なデータを継続的に取得できるか |
| データ品質 | 欠損、ノイズ、センサーずれが大きすぎないか |
| 故障モード | データ変化と故障メカニズムが対応しているか |
| 現場納得性 | 保全担当者が結果を理解し、判断に使えるか |
| 誤検知 | 異常ではないのにアラートが多発しないか |
| 見逃し | 重要な異常兆候を見落としていないか |
| 運用フロー | アラート後に誰が何を確認するか決まっているか |
| 投資対効果 | 停止時間削減や保全コスト低減につながるか |
特に重要なのは、異常検知の結果を現場の行動につなげることです。
アラートが出ても、誰が確認するのか、どの程度の異常で点検するのか、緊急停止すべきなのか、次回定期点検でよいのかが決まっていなければ、予兆保全は運用に乗りません。
予兆保全を現場運用につなげるための注意点
予兆保全を現場で使うためには、技術だけでなく運用設計が必要です。
異常スコアをそのまま故障判定にしない
異常スコアが高いからといって、必ず故障が起きるとは限りません。
異常スコアは、あくまで「普段と違う状態」を示す指標です。そのため、点検記録や現場確認と組み合わせて判断する必要があります。
運転条件ごとに正常範囲を考える
設備データは、運転条件によって大きく変化します。
例えば、同じ設備でも、低負荷運転と高負荷運転では温度や振動の正常範囲が異なる場合があります。
そのため、予兆保全では、単純に全データを一括で見るのではなく、運転条件ごとに正常範囲を整理することが重要です。
現場担当者の知見を取り入れる
予兆保全では、データだけでなく現場担当者の知見が非常に重要です。
現場では、音、におい、振動の感覚、過去のトラブル経験など、データだけでは表しにくい情報が蓄積されています。
これらの知見を分析設計に取り入れることで、現場で使いやすい予兆保全に近づけることができます。
予兆保全は「小さく始める」ことが重要
予兆保全というと、大規模なIoT基盤や高度なAIシステムを想像しがちです。
しかし、最初から大きなシステムを導入する必要はありません。
まずは、以下のような小さなステップから始めるのが現実的です。
- 対象設備を1つ選ぶ
- 過去の故障履歴や点検記録を整理する
- 取得済みのセンサーデータを確認する
- 温度や振動など、わかりやすい指標を可視化する
- 通常時と異常時の違いを現場担当者と確認する
- 簡易的な異常検知を試す
- 点検判断に使えるかを検証する
このように段階的に進めることで、投資リスクを抑えながら、自社設備に合った予兆保全の可能性を確認できます。
SCI総合研究所が支援できること
SCI総合研究所株式会社では、製造業におけるデータ活用、設備状態の可視化、異常検知、意思決定支援に関する支援を行っています。
MITERAS:設備故障の事前予防診断
MITERAS は、設備故障の事前予防診断を支援するサービスです。
設備やインフラ機器のセンサー時系列データを活用し、設備状態の変化や異常傾向を整理し、診断レポートとしてまとめることで、保全判断に使える情報を提供します。
例えば、以下のような課題に対応します。
- 設備の突発停止を減らしたい
- センサーデータを取得しているが活用できていない
- 故障の兆候を早めに把握したい
- 予兆保全PoCを小さく始めたい
- 診断結果をレポートとして整理したい
SHINRA:戦略的データ活用・意思決定支援
SHINRA は、データ分析を単なる集計や可視化で終わらせず、現場や経営の意思決定につなげるための支援サービスです。
予兆保全の文脈では、異常検知の結果を以下のような判断につなげることが重要になります。
- どの設備を優先的に点検すべきか
- どの部品交換を前倒しすべきか
- どの設備に追加センサーを設置すべきか
- どの保全施策に投資すべきか
- どのように現場運用へ組み込むべきか
予兆保全を継続的な保全DXや設備管理の高度化につなげたい場合は、データ分析だけでなく、業務フローや意思決定プロセスの設計も重要になります。
関連サービス
設備データ基盤、セキュアなDX推進、システム導入、IT設計まで含めて検討する場合は、ISHIZUE も関連します。
また、SCI総合研究所の全体的な支援内容は、事業内容ページ でも確認できます。
まとめ:予兆保全は、現場判断に使える形へ育てることが重要
製造業の予兆保全は、設備の突発停止を減らし、保全判断を高度化するための有効な取り組みです。
一方で、予兆保全は「AIを導入すればすぐに故障を完全予測できる」というものではありません。
重要なのは、以下の流れです。
- 対象設備を絞る
- 故障モードを整理する
- センサーデータと保全履歴を確認する
- 通常時と異常時の違いを可視化する
- 簡易的な異常検知から始める
- 現場担当者の知見と照らし合わせる
- 点検や保全判断に使える運用へ落とし込む
Pythonによる簡単な異常検知は、予兆保全の考え方を理解する第一歩として有効です。
ただし、実際の製造現場で活用するには、設備構造、運転条件、故障モード、保全履歴を踏まえた分析設計が欠かせません。
製造設備の突発停止を減らしたい、既存のセンサーデータを予兆保全に活用したい、まずは小規模に異常検知の可能性を確認したい場合は、SCI総合研究所の MITERAS または SHINRA をご検討ください。
設備データの整理、異常傾向の可視化、診断レポート作成、継続的なデータ活用まで、現場の状況に合わせて支援します。
お問い合わせは、お問い合わせフォーム よりご連絡ください。